Schnittdaten
Wendeschneidplatte

SCGT 120408 FN-250 DX30
Diese neutral schneidende Wendeschneidplatte der Grösse SC1204 wird im PVD-Verfahren auf einem Substrat aus Hartmetall beschichtet. Sie entspricht dem Denitool-Grade DX30. Sie verfügt über einen Eckenradius von 0.80 mm, einen Spanwinkel von 25.0° sowie einen Freiwinkel von 7.0°. Die scharfe Schneidkante (F) eignet sich besonders gut zum Schlichten. Eine polierte Oberfläche (M) reduziert zudem die Gefahr von Aufbauschneiden. Die maximale Schnitttiefe beträgt 8.00 mm. Sie eignet sich bestens für die Dreh-Bearbeitung von rostfreier Stahl (M) und Nichteisenmetall (N).
- Substrat:
- Wolframkarbid – Hochverschleissfester Hartmetallwerkstoff mit exzellenter Kombination aus Härte und Zähigkeit – ideal für universelle Dreh‑ und Fräsanwendungen.
- Geometrie:
- EN – Gerundet, neutral – hohe Kantentragfähigkeit und längere Standzeiten bei reduzierter Ausbruchsneigung.
- Sorte:
- DX30 – Für Stahl, schwer zerspanbaren rostfreien Stahl, Grau- und Sphäroguss bei mittleren bis hohen Schnittgeschwindigkeiten. Mit PLC-Gleitfilm gegen Kaltschweissungen. Hohe Verschleissfestigkeit.
- Eckenradius:
- 0.8 mm – Grosser Radius für hohe Spanvolumina und maximale Kantensicherheit. Schlichtvorschub f ≈ 0,20 – 0,30 mm/U → Ra ≈ 0,08 µm.
- Plattenwinkel:
- 90 ° – Präzisere Fräsplatte als SCMT. Guter Kompromiss zwischen Stabilität und Schneidwirkung.
- Schnitttiefe ap (Fräsen):
- zwischen 0 und 0 mm
| Eigenschaft | Wert |
|---|---|
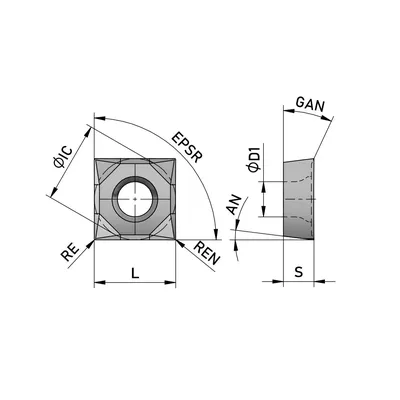
| AN — Freiwinkel | 7.0° |
| APMX — Schnitttiefe, max. | 8.00 mm |
| COATING — Beschichtungsprozess | PVD |
| D1 — Durchmesser Befestigungsbohrung | 5.50 mm |
| EPSR — Eckenwinkel | 90.0° |
| GAN — Spanwinkel, Schneidplatte | 25.0° |
| GRADE — Denitool Grade | DX30 |
| HAND — Schneidrichtung | Neutral |
| IC — Inkreis | 12.70 mm |
| IIC — Plattengrösse | SC1204 |
| L — Schneidkantenlänge | 12.70 mm |
| LE — Schneidenlänge, begrenzt | 12.70 mm |
| RE — Eckenradius | 0.80 mm |
| S — Plattendicke | 4.76 mm |
| SUBSTRATE — Hauptschneidstoff | Hartmetall |
Alle Technologiedaten sind unverbindliche Empfehlungen. Fachspezifisches Wissen im Umgang mit Zerspanungswerkzeugen wird durch diese Plattform nicht ersetzt. Vorschub und Schnitttiefe müssen so gewählt werden, dass der Spanquerschnitt eine Grösse nicht übersteigt, die Werkzeug oder Maschine beschädigen könnte, sowie der Stabilität von Werkstück und Aufspannung genügend Beachtung trägt.