Schnittdaten
Wendeschneidplatte

NSEL 4806 110 10
P
M
K
N
S
H
- Substrat:
- Denalloy – Unsere PVD-beschichteten Dreheinsätze auf Basis unserer Denalloy®-Speziallegierung setzen neue Massstäbe: Deutlich längere Standzeiten als klassische Hartmetall‑Einsätzen. Höhere Schnittgeschwindigkeiten bei gleichbleibender Prozesssicherheit. Maximale Verschleissresistenz dank hochfester PVD‑Schicht. Mit unseren Denalloy®‑Dreheinsätzen erreichen Sie Leistungswerte, die handelsübliche HM‑Einsätze klar in den Schatten stellen.
- Geometrie:
- FN – Scharfkantig, neutral – exzellente Präzision und Oberflächenqualität für universelles Schlichten.
- Sorte:
- – PVD Hartstoff beschichtet
- Eckenradius:
- 0 mm – Vollständig scharfe Schneide ohne Radius für extrem feine Konturen. Schlichtvorschub f ≈ 0,01 – 0,02 mm/U → Ra ≈ 1,0 µm.
- Plattenwinkel:
- 0 °
- Schnitttiefe ap (Drehen):
- zwischen 0 und 0 mm
| Eigenschaft | Wert |
|---|---|
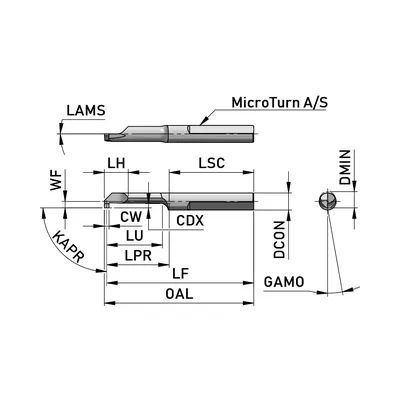
| APMX — Schnitttiefe, max. | 0.50 mm |
| BMC — Werkzeugausführung | Denalloy |
| CCMS — Schnittstellencode, maschinenseitig | ZYL22F6000$$$$ |
| CDX — Einstechtiefe, max. | 1.00 mm |
| CW — Stechbreite, Nennmass | 1.10 mm |
| DCON — Aufnahmedurchmesser | 6.00 mm |
| DMIN — Bohrungsdurchmesser, min. | 4.80 mm |
| GAMO — Orthogonalspanwinkel | -5.0° |
| GAN — Spanwinkel, Schneidplatte | 5.0° |
| HAND — Schneidrichtung | Links |
| KAPR — Einstellwinkel | 90.0° |
| LAMS — Neigungswinkel | 0.0° |
| LF — Funktionslänge | 29.45 mm |
| LPR — Kraglänge | 9.65 mm |
| LSC — Spannlänge | 19.80 mm |
| LU — Nutzlänge | 8.05 mm |
| OAL — Gesamtlänge | 30.00 mm |
| RE — Eckenradius | 0.00 mm |
| WF — F-Mass | 1.50 mm |
| WF2 — Hinterdrehtiefe | 1.00 mm |
Alle Technologiedaten sind unverbindliche Empfehlungen. Fachspezifisches Wissen im Umgang mit Zerspanungswerkzeugen wird durch diese Plattform nicht ersetzt. Vorschub und Schnitttiefe müssen so gewählt werden, dass der Spanquerschnitt eine Grösse nicht übersteigt, die Werkzeug oder Maschine beschädigen könnte, sowie der Stabilität von Werkstück und Aufspannung genügend Beachtung trägt.