Schnittdaten
Wendeschneidplatte

EPGT 050202 FR-10 DX50
Diese rechtsschneidende Wendeschneidplatte der Grösse EP0502 wird im PVD-Verfahren auf einem Substrat aus Hartmetall beschichtet. Sie entspricht dem Denitool-Grade DX50. Sie verfügt über einen Eckenradius von 0.20 mm, einen Spanwinkel von 12.0° sowie einen Freiwinkel von 11.0°. Die scharfe Schneidkante (F) eignet sich besonders gut zum Schlichten. Die maximale Schnitttiefe beträgt 2.50 mm. Sie eignet sich bestens für die Dreh-Bearbeitung von Stahl (P). Sie ist gut geeignet für das Drehen von Gusseisen (K) und Nichteisenmetall (N).
- Substrat:
- Wolframkarbid – Hochverschleissfester Hartmetallwerkstoff mit exzellenter Kombination aus Härte und Zähigkeit – ideal für universelle Dreh‑ und Fräsanwendungen.
- Geometrie:
- FR – Scharfkantig, rechtsgerichtet – effiziente Materialabtragung und stabiler Spanfluss nach rechts.
- Sorte:
- DX50 – Für Stahl, schwer zerspanbaren rostfreien Stahl, Grau- und Sphäroguss bei hohen Schnittgeschwindigkeiten. Hohe thermische Stabilität. Für Trockenbearbeitung bestens geeignet.
- Eckenradius:
- 0.2 mm – Standardradius für vielseitiges Schlichten – ausgeglichener Kompromiss aus Oberfläche und Standzeit. Schlichtvorschub f ≈ 0,12 – 0,20 mm/U → Ra ≈ 0,15 µm.
- Plattenwinkel:
- 75 ° – Für einfache Konturfolgen mit zwei nutzbaren Eckenradien.
- Schnitttiefe ap (Drehen):
- zwischen 0.04 und 2.5 mm
| Eigenschaft | Wert |
|---|---|
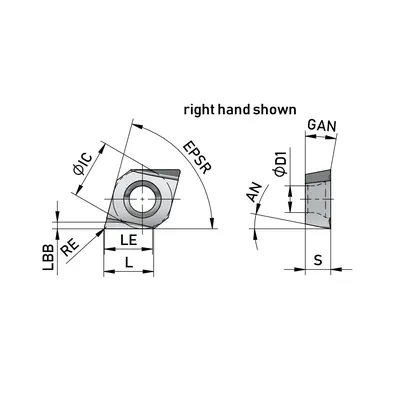
| AN — Freiwinkel | 11.0° |
| APMX — Schnitttiefe, max. | 2.50 mm |
| COATING — Beschichtungsprozess | PVD |
| D1 — Durchmesser Befestigungsbohrung | 2.50 mm |
| EPSR — Eckenwinkel | 75.0° |
| GAN — Spanwinkel, Schneidplatte | 12.0° |
| GRADE — Denitool Grade | DX50 |
| HAND — Schneidrichtung | Rechts |
| IC — Inkreis | 5.56 mm |
| IIC — Plattengrösse | EP0502 |
| L — Schneidkantenlänge | 5.76 mm |
| LBB — Spanbrecherbreite | 0.65 mm |
| LE — Schneidenlänge, begrenzt | 4.50 mm |
| RE — Eckenradius | 0.20 mm |
| REN — Eckenradius, Nebenecke | 0.00 mm |
| S — Plattendicke | 2.38 mm |
| SUBSTRATE — Hauptschneidstoff | Hartmetall |
Alle Technologiedaten sind unverbindliche Empfehlungen. Fachspezifisches Wissen im Umgang mit Zerspanungswerkzeugen wird durch diese Plattform nicht ersetzt. Vorschub und Schnitttiefe müssen so gewählt werden, dass der Spanquerschnitt eine Grösse nicht übersteigt, die Werkzeug oder Maschine beschädigen könnte, sowie der Stabilität von Werkstück und Aufspannung genügend Beachtung trägt.